Печь для обжига керамики в домашних условиях.
Выбираем модель.
Самый важный вопрос, который нужно продумать перед приобретением печи домой- это энергопотребление.
Чтобы Вам не вышибало без конца пробки, Вы не получали счета на волнительные суммы от энергосбытовых компаний, Ваша печь должна потреблять не сильно больше 3х кВт.
Сейчас многие производители электрических муфельных печей такие как Rohde, Kittec, Nabertherm разработали линейки энергосберегающих печей, которые вполне вписываются в заданный лимит.
От количества потребляемой энергии зависит объем печи. Тут все просто: чем больше объем печи, тем больше электричества нужно, чтобы её разогреть. И чем больше объем печи, тем она дороже. При нормальном электропотреблении (около 3х кВт) максимальный размер камеры 60л. Это довольно большой объем, который позволит обжигать вполне крупные изделия или много небольших изделий за один раз. При выборе объема камеры, вы должны посчитать как часто и сколько изделий Вы обжигаете. Я рекомендую всем, кто занимается керамикой всерьез покупать печь “навырост”, потому что разница в стоимости печей с большим и меньшим объемом гораздо меньше, чем стоимость новой печи.
Тип загрузки. Как правило, в печах с небольшим объемом и низким энергопотреблением вертикальная загрузка. Это означает, что крышка расположена сверху и вы загружаете печь сверху вниз, устанавливая полки одна на другую. Есть еще печи с горизонтальной загрузкой, они стоят дороже, и считается, что такую печь удобнее загружать, так как вы видите все ярусы. Также еще есть колпаковые печи, их преимущество на практике заключается в том, что при их загрузке имеется свободный доступ к изделиям со всех сторон, но это совсем недешевое удовольствие.
Куда ставить печь?
Главное правило :ни в коем случае не ставьте печь в маленькие закрытые невентилируемые помещения — кладовки, шкафы и проч. Печь не должна стоять в жилой комнате, то есть для печи должно быть выделено отдельное помещение, в котором никто не спит, не ест и т.д. Если у Вас есть отдельная комната с окном, в которой можно расположить муфельную печь и оборудовать комнату под студию, то это отлично, но если таких помещений нет, то, как правило, есть балкон, который должен быть застеклен.
Минимальное расстояние от печи до стен или мебели- 30 см. По правилам пожарной безопасности вблизи печи не должно находиться воспламеняющихся предметов. Проверьте материал стен- несущие стены из бетона или отделанные плиткой — это хороший вариант, стены из гипсокартона — нет. Поверхность пола тоже должна быть невоспламеняемой, так что возле печи нужно избегать паркета, ковров. Если все-таки Ваш пол не подходит для установки печи, то не спешите делать ремонт, можно обойтись листом металла или любого огнеупорного материала, подложенного под печь.
Что с вентиляцией?
Обжиг керамики — это неполезно для здоровья. Дальше уже вопрос Вашей паранойи и уважения к своему здоровью. Кто-то считает, что печи дома вообще не место, кто-то говорит, что уровень загрязнения московского воздуха таков, что выброс продуктов обжига из маленькой печки — это вообще ничто.
Но будем исходить из среднего варианта : печь дома — это самый подходящий для Вас вариант работы с керамикой, без керамики Вы жить не можете, но здоровье все-таки бережете.
Помещение с печкой обязательно должно быть вентилируемо, потому что при нагревании глины и глазурей могут выделяться потенциально опасные для здоровья выбросы.
Какие есть решения для вентиляции помещения?
Уровень 1“Панк” Открытое окно помогает, но не сильно, лучше несколько открытых окон и закрытая дверь, чтобы в помещении создавалась постоянная циркуляция воздуха. Возникает вопрос про минусовую температуру. В пособии к пользованию, по крайней мере к моей печи (Rohde ecotop) и контроллеру, нет никаких ограничений по температуре помещения, то есть минусовые температуры печке не должны быть страшны. Но нужно помнить, что не обоженные изделия не вынесут холода и их нужно будет убирать. Такая система лучше, чем помещение без вентиляции вообще, но еще лучше было бы установить по направлению к печи и к окну вентилятор, который будет выгонять все выбросы из печи на улицу.
Уровень 2. “Я-молодец” Довольно дорогостоящий, но эффективный вариант- это установка вентилляционной системы в помещении. Грубо говоря- это дырка с вентилятором в стене или в окне , через которую постоянно забирается воздух с улицы и выводится выбросы печки. Этим занимаются специальные конторы, которые спроектируют и установят такую систему у Вас дома.
Уровень 3. “Мы спасены” Есть специальные современные решения для вентиляции печей. Это дорогостоящие, ресурсозатратные, но самые эффективные способы вентиляции. На Западе они называются Updraft и Downdraft system, которые, исходя из названия, позволяют забирать восходящие или нисходящие потоки воздуха во время обжига. Updraft система состоит из вытяжки, которую можно сконструировать самостоятельно или купить. Выбросы можно вывести в форточку или вентялиционную систему, если есть к таковой доступ с помощью гофрированного шланга. Система Downdraft более замороченная, не видела никого, кто бы ей пользовался, но, думаю, невредно знать, что такая есть. Система разработана “Orton Foundation” и производится под лицензией многими западными производителями. Для воплощения такого типа вентиляции в печи сверху (чаще- прямо в крышке) и снизу проделывается дырка. Через верхнюю поступает воздух, а около нижней устанавливается воздухоотвод и вентилятор, который направляет воздух в вентиляцию или на улицу.
Вентиляция, хоть какая-нибудь, обязательно должна быть в вашей мастерской, но выбрать конкретный тип вы можете исходя из Ваших финансовых возможностей и отношения к собственному здоровью и здоровью окружающих. В разрезе этого вопроса отношение “деньги-здоровье” каждый выстраивает для себя сам.
Установка печи.
Смешная была бы неувязка, если Вам бы наконец привезли долгожданную печь, а она не пролезла в дверь. Да, и такое бывает, поэтому убедитесь, что габариты печи позволяют пронести её в помещение.
Если Вы приобрели экономную небольшую печь (до 3х кВт), то тогда за исключением некоторых деталей, которые будут описаны в инструкции, Вам потребуется только лишь воткнуть печь в розетку и разобраться с терморегулятором. Они все разные и, как правило, производители сопровождают их полноценной доходчивой инструкцией. Но если Ваша печь более энергозатратна, то ее нужно подключать уже более сложным путем, и это может сделать только мастер-печник или человек, который разбирается в электрификации. По сравнению со стоимостью печи деньги за её установку берут небольшие. Вот вроде бы и все. Про то, как ухаживать за печкой и жить с ней долго и счастливо, напишу в следующем материале.

Удачных обжигов Вам,
Terracotta Ceramics.
Печь для обжига глины своими руками и оборудование промышленного производства
Содержание статьи:
Чтобы придать глиняным изделиям прочность и долговечность, их необходимо подвергнуть высокотемпературной термической обработке. Обжигать поделки на обычной газовой плите или в духовке не только неэффективно, но и опасно, так как во время процесса образуются и выделяются ядовитые газы. Для работы нужна специальная герметичная печь для обжига глины, способная разогреваться до заданной температуры. Готовое оборудование можно приобрести в специализированном магазине или построить самостоятельно.
Классификация гончарных печей
Печи для обжига глины и керамики, прежде всего, подразделяют по температурному режиму. Самые мощные из них работают в диапазоне от 1400 до 2000 градусов. Ко второй категории относят модели, рабочая температура которых составляет 900-1400 градусов. Оборудование, работающее в среднем температурном режиме, обеспечивает нагрев от 400 до 900 градусов. Низкотемпературные модели могут разогреваться не выше 500 градусов. Максимально функциональной, безусловно, окажется печь с возможностью регулировки температуры.
В зависимости от используемого топлива, гончарные очаги могут быть дровяными, газовыми и электрическими. Современная промышленность выпускает приборы, работающие на газе и от электросети, варианты на дровах можно встретить редко и только кустарного производства. Температура горения дерева не позволяет получить мощное высокотемпературное оборудование.
Газовая гончарная печь
Электрическая камера для обжига глины
Мощность печного оборудования – один из главных критериев выбора. Для небольшого домашнего очага объемом до 50 литров необходимо 100 Вт на каждый литр. Если камера имеет размер от 100 до 500 литров, достаточно мощности 50-70 Вт на литр.
По форме печи для обжига могут быть колпаковыми, трубчатыми с вертикальной загрузкой или камерными с горизонтальной загрузкой. Круглые печи равномерно распределяют жар, а колпаковые и камерные более удобны для серийного обжига и работы с крупными изделиями. Начинающим мастерам рекомендуется обратить внимание на модели со смотровым окошком, позволяющим визуально контролировать процесс.
В качестве материла для изготовления гончарного оборудования используют огнеупорное сырье нового поколения, имеющее легкий вес и низкую теплопроводность. Тяжелое и массивное оборудование из шамота практически не выпускают.
Как построить гончарную печь своими руками
Профессиональные устройства – дорогое удовольствие, поэтому практичные мастера предпочитают делать печи для обжига глины своими руками, следуя вековым традициям гончарного дела.
Особенности конструкции электрической печи
Конструкция электропечи состоит из нагревательной камеры и теплоизоляции, обеспечивающей сохранение температуры. Идеальный аккумулятор тепла – огнеупорный кирпич, который мастера 21 века дополнительно утепляют современными материалами, существенно сокращая толщину стенок и упрощая строительство.
По типу расположения нагревательного элемента электропечи бывают муфельными и камерными. Строение муфельной печи подразумевает расположение нагревательного элемента вокруг емкости из огнеупорного материала – такую конструкцию сделать самостоятельно сложнее, а ее теплопотери выше, чем в камерной.
Устройство муфельной печи
Кирпичная электропечь для обжига глиняных изделий
Эта самодельная печь для обжига глины имеет рабочий объем 13 литров. Открытая спираль позволяет разогреть камеру до 1000 градусов за полтора часа. При этом температура внешних стенок оборудования не превышает ста градусов.
Подставку для агрегата сваривают из профильной трубы 20*40 мм и покрывают эмалью.
Окрасить металлическую основу можно молотковой эмалью
Сверху крепят лист из оцинкованной стали толщиной 1 мм, прикручивая его саморезами.
Прочное основание из металла
Для стенок потребуется легкий огнеупорный кирпич – это может быть готовый шамотный кирпич или изготовленный собственными силами. Для кладки нужна хорошая огнеупорная смесь для каминов. Сначала форму очага выкладывают насухо, чтобы в случае необходимости подогнать детали и устранить нестыковки. Это можно сделать на столе, чтобы было нагляднее и удобнее работать. На этом же этапе готовят пазы под нагреватель.
Сухая сборка и подготовка пазов
Кирпичное дно собирают отдельно, скрепляя детали раствором. Прежде чем продолжать работы, конструкция должна хорошо высохнуть. Перед кладкой кирпичи обязательно вымачивают, чтобы они не забирали влагу из раствора.
Первый ряд собирают на столе
На металлическое основание укладывают слой теплоизоляции, для этой цели подойдут огнеупорные маты из керамического волокна. Чтобы максимально уплотнить слой теплоизоляции, ее смачивают перед креплением кирпичного дна.
Основание готово
Далее печь кладут как обычно, но очень тщательно заполоняя швы и возможные пустоты.
Кладка стенок гончарной камеры
Крышку для камеры формируют из огнеупорных кирпичей, скрепляя конструкцию металлической стяжкой.
Крышка из кирпича
Нагревательную спираль, а здесь их три, укладывают в подготовленные пазы. Снаружи агрегат утепляют огнеупорными матами, после чего закрывают корпусом из оцинкованной стали, вырезанным по размеру полученного изделия.
Камера после обжига
Готовая гончарная печь из кирпича
Строительство этой печи требует не только навыков кирпичной кладки, но и знаний в области электрики. Если собственного опыта недостаточно, лучше обратиться к специалисту за полной или частичной помощью.
Видео: сборка дровяной печи для обжига керамики
Понравилась статья? Поделитесь с друзьями:
Обжиг керамики в дровяной печи. Часть1
Обжиг в дровяной печи. Часть 1
Нашла очень хорошие мастер-классы об обжиге в муфельных печах, о том, как эти печи изготовить самостоятельно и т.д. Но это абсолютно мне не подошло. Живу я в садоводстве в Крыму. У нас не очень хорошее электричество — недостаточно напряжения, скачки и т.д. Кроме того, я сама печь не изготовлю, а готовую покупать слишком дорого. Поэтому обжиг в дровяной печи это вынужденная мера.
Прошерстив интернет, я поняла, что информации об обжиге на дровах недостаточно. Пришлось самой набираться опыта путем проб и ошибок.
В чатах о гончарном деле указали контрольную температуру, при которой глина превращается в камень — 1000 градусов. Дрова такую температуру не дадут.
Была информация об обжиге в духовке, но это подходит для бусин. Провела эксперимент — не удовлетворительно. Не смогла обжечь даже очень мелкую и тонкостенную вещь. Просто подсушить можно. Подойдет для детского творчества. Нужно только потом покрыть двумя слоями ПВА, разведенного водой 1х1. Покрывать нужно снаружи и изнутри. Это позволит глине не впитывать лишнюю влагу.
Итак. Мы вплотную подошли к обжигу на дровах.
1. Для обжига глины нужна высокая температура. А мы из школьной программы по физике знаем, что максимальная температура у пламени в верхней ее части. Поэтому изделия необходимо разместить на высоте 20—30 см от горящих поленьев.
2. Глина требует постепенного нагрева и постепенного охлаждения. Для этого мы делаем прослойку в виде железного листа (в моем случае 2 противня из старой плиты, вложенных один в другой) и железной решетки (опять— таки, от старой плиты).

Это должно быть хорошее толстое железо, нержавейка не подходит. В старых плитах было хорошее железо для решеток и противней. Нам, женщинам, это понятнее и проще чем покупать, резать или варить железные листы. Кроме того, железная решетка дает возможность влаге беспрепятственно испаряться из глиняной заготовки. Пробовала разные варианты: то изделие оставалось сырым, то дно расслаивалось.
3. По причине, указанной в пункте 2, мы должны обложить обжигаемые изделия кирпичами. По бокам и сверху. Для этого мы выкладываем кирпичи по периметру, накрываем листом железа (еще один противень), на железо укладываем кирпичи. Это позволит постепенно нагреть изделия и медленно остудить.


Я всю эту конструкцию поместила в кирпичный мангал. Это дало еще дополнительную теплоизоляцию и решило вопрос о дымоходе. Да, в дровяном обжиге есть очень неприятные моменты — дым и копоть. Поэтому такие печи должны быть на улице.
Я видела такие печи, изготовленные из железных бочек, обложенных внутри битым кирпичом. Но мне это не подошло. Маленький размер камеры и недолговечность конструкции. Хочу попробовать соорудить подобную конструкцию из старой газовой плиты. Но это летом, когда мангал будет нужен для шашлыков.
О дровах для обжига.
1.Оказалось это важно. Я пробовала жечь дрова, которые мы покупаем для печки (акация), но изделия не пропеклись (об этом подробнее в другой части статьи). Идеально подошла сосна (я жгла старые рамы и бросовые доски).
2. Обжиг должен длится не менее 4-х часов. При этом должно пылать пламя. В этом есть большое неудобство, т.к. все это время от печи не отойти.
4. Я даю остыть изделиям до утра.
Как проверить готовность изделия в Части 2.
Портал керамики — Обжиг керамики. Режимы обжигов различных видов керамических изделий. Процессы, происходящие при обжиге.
В обжиге происходят все основные изменения в глине и глазури, после которых и образуется то, что мы называем керамикой. Обжиг — это технологический процесс, параметры которого найдены практическими испытаниями, и он должен быть проведен так, как этого требуют обжигаемые изделия. Интуитивно понятно, что мы хотим вынуть из печи. От утиля ожидается звонкая прочность и некоторая пористость, чтобы он впитывал глазурь. От бисквитного фарфора — приятная шелковистость и белизна. Блестящие глазури должны хорошо блестеть, а матовые быть по-настоящему матовыми. Никто не желает кривья и треска, прилипшей к полке глазури, и всякого рода пузырей и наколов.
Сформулировать это понимание на языке цифр сложнее. Во время нагрева множество химических соединений, из которых состоит наше сырое изделие, претерпевает серьезные изменения. Дегидратация, фазовые превращения, химические взаимодействия, растворение и кристаллизация — вот их неполный список. До сих пор не существует полной теоретической модели, по которой можно было бы заранее предсказать результат, а если бы она существовала, нам потребовался бы месяц исследований состава глины и глазури, чтобы дать точное задание на расчет. Нам остается проводить эксперимент за экспериментом, выясняя, что важно, а что нет, какой должна быть температура, нужна ли выдержка, и почему
Но мы хотим получать задуманные эффекты и запланированные свойства изделий, и для этого нужно иметь возможность контролировать параметры обжига и управлять ими, зная основные, самые общие, принципы.
Теперь конкретно об этих принципах.
1. Виды обжига, зачем они нужны и что нужно контролировать прежде всего.
2. Электрические печи и два слова про другие.
1. Виды обжига, зачем они нужны и что нужно контролировать прежде всего.
- Условно разделим все материалы на 4 группы:
- — Фарфор — много плавней, при нагревании в черепке образуется много жидкой фазы. Сюда же отнесем каменные массы.
- — Фаянс — жидкой фазы почти что нет. Кстати, и фаянса-то уже никто не выпускает в его прежде классическом варианте…
- — Майолика — здесь будем так называть изделия из красной глины, в том числе гончарку, терракоту и т.п.
- — Шамот — по химическому составу — любой из вышеперечисленных материалов. Отличается от них тем, что содержит зерна уже обожженного материала, связанные пластичной глиной.
Для каждой группы материалов условно выделим некоторые объединяющие их моменты.
Фарфоровая схема обжига.
Сначала проводят первый, утильный, обжиг. То есть обжигают высохшие изделия без глазури. Температуру выбирают в интервале 800 — 1000°С. После первого обжига изделия приобретают прочность, достаточную даже для машинного глазурования (на конвеерной линии). Изделия остаются пористыми, но, если есть трещины, их легко выявить (по характерному дребезжанию) простукиванием деревянной палочкой. При глазуровании не надо церемониться с изделием так, как это бывает в случае сырца (однократный обжиг). Можно легко глазуровать изделия окунанием, даже если они метровых габаритов. Изделия после этого обжига называют
Затем проводят второй обжиг.Перед глазурованием и, соответственно, перед вторым, политым, обжигом, на изделие наносят подглазурную роспись. Педанты технологии после этого проводят еще и промежуточный закрепляющий обжиг, чтобы краски не смылись при окунании в глазурь.Политой обжиг, т.е. обжиг полуобожженного заглазурованного изделия, проводят при температуре созревания черепка. Это разные температуры для разных видов фарфора (а мы сюда отнесли еще и каменные массы). Настоящий фарфор требует 1380 — 1420°С, рядовой столовый фарфор — 1300 — 1380°С, санитарно-технический — 1250 — 1280°С, а каменные массы — в зависимости от того, что используют в роли плавня. Второй обжиг окончательно формирует структуру керамики и, таким образом, определяет все ее физико-химические свойства. Изделия после этого обжига (если оно не расписано) называют
Из белых фарфоровых чашек очень приятно пить чай на даче. Традиции диктуют фарфору другой вид: с цветочной росписью, картинкой, золотой или голубой каемочкой. Украшения фарфор получает в третьем, декорирующем, обжиге. Обычные надглазурные краски вжигают при 800 — 830°С, люстровые краски и препараты золота — при той же или чуть меньшей температуре. Сейчас распространился и высокотемпературный декорирующий обжиг при 1000 — 1100
Фаянсовая схема обжига
Первый обжиг фаянса — высокий. В фаянсовых массах практически нет плавней, поэтому при обжиге образуется минимальное количество жидкой фазы, или не образуется вообще, а глины, входящие в его состав, имеют высокую тугоплавкость. Это дает возможность обжигать изделия из фаянса сразу при температурах, необходимых для созревания черепка. Как правило, это 1200-1250°C. В отличие от фарфора, черепок останется пористым, на него легко нанести слой глазури.
А второй обжиг, политой, можно проводить при любой температуре! То есть, при той, которая требуется для нормального растекания глазури: 1150 — 1250°C, если это «фаянсовые» глазури, 900 — 1000°C, если это свинцовые майолики; можно нанести белую эмаль и использовать технику росписи по сырой эмали. Во всех случаях, если глазури подобраны правильно, мы получим изделие с такой же прочностью, какой она была после первого обжига.
Третий, декорирующий, обжиг проводят так же, как и в фарфоровой схеме. Если он необходим. Ведь, по сравнению с фарфором, низкая температура политого обжига допускает применение глазурей и красок широкой цветовой гаммы.
Обжиг майолики
Здесь используются красножгущиеся глины с невысокой тугоплавкостью. Пережег может привести к их вспучиванию и сильной деформации. Красные глины вдобавок имеют узкий интервал обжига. Например, при 950°C это еще непрочное рыхлое, а при 1050oC — плотноспекшееся, стекловидное тело. Конечно, бывают и исключения, но там и тогда. Для майолики в принципе характерны низкие температуры обжига — 900 — 1100oC. И как раз примерно при этих температурах завершаются процессы разложения глинистых материалов, которые (процессы) сопровождаются выделением газообразных веществ. Это делает крайне затруднительным так называемый однократный обжиг — и черепка и глазури — за один раз. Если обратиться к нижеприведенной таблице, будет ясно, насколько близки температуры обжига майолики к критическим для керамики температурам. Самая распространенная технология — первый, утильный, и второй, политой, обжиг.
Режим первого обжига выбирают таким, чтобы в максимальной степени прошли все процессы превращения глинистых минералов. Незавершенность этих процессов обязательно скажется на качестве поверхности глазури после второго обжига. Температура утильного обжига может быть и выше, и ниже температуры политого обжига. Обычно ниже, где-то на уровне 900 — 950°C.
Режим второго обжига выбирают исходя из характеристик глазури, но, естественно, при этом нельзя превышать температуру начала деформации черепка.
Обжиг шамота
Основное отличие шамотных масс от вышеперечисленных — наличие в массе жесткого каркаса из плотных, уже прошедших соответствующий обжиг зерен. Размер зерен может варьироваться от 100 микрон до нескольких миллиметров, что определяется скорее требованиями фактуры материала, а не требованиями технологии. Жесткий каркас препятствует усадке массы в процессе обжига. (Кстати, при сушке усадка шамотных масс ненамного меньше, чем тонких пластичных масс). Это позволяет проводить обжиг при несколько более высоких температурах, не опасаясь серьезной деформации изделия. Часто материал зерен имеет другой состав, чем пластичная составляющая массы. Если тугоплавкость зерен выше, температуру обжига можно увеличить значительно.
А в целом схема обжига шамота та же, что и для других типов масс: сначала утильный, потом (если нужно) политой, потом (если нужно) декорирующий обжиги.
Однократный обжиг
Однократный обжиг — это когда на высушенное изделие наносят глазурь и обжигают все в один прием, объединяя утильный и политой обжиги. Это мечта любого производственного экономиста:
- только один раз тратится энергия на нагрев;
- ставка изделий в печь и их выемка производится один раз;
- не нужен промежуточный склад утиля;
- цикл от сырца до готового изделия сокращается вдвое, т.е. меньше относительные затраты на аренду площадей и зарплату за счет повышения производительности.
В принципе, если не считать совсем низкотемпературный декорирующий обжиг, однократно можно обжечь любой материал.
- Но:
- приходится наносить и подглазурный рисунок, и собственно глазурь на просто высушенное изделие, которое, конечно, не имеет прочности утиля;
- из-за этого исключается машинная обработка, а руками надо все делать очень акуратно, чтобы ничего не разбить;
- глазурование методом окунания — наиболее экономный с точки зрения расхода глазурей — можно проводить только для маленьких изделий, делая большую паузу между глазурованием внутри и снаружи;
- нет утиля, нет и промежуточного контроля качества (овальность, тонкие краевые трещины и т.п.), т.е. заранее закладывается более высокий процент брака
- глазури должны быть специфицированы на однократный обжиг.
Как же определить, нужен нам однократный или двукратный обжиг? Решающим критерием для художника или художественной студии является конечный результат — то есть осуществление художественного замысла. Для мастерских, изготавливающих более или менее серийную продукцию, и для керамических фабрик, решающим могут оказаться соображения экономического порядка. Вот что нужно иметь в виду.
- Для фарфора:
- Энергозатраты на низкий утильный обжиг существенно ниже затрат на высокий обжиг. Для первого достаточны температуры порядка 900°C, воздушная окислительная среда, электрическая печь со слабой футеровкой. Для второго — хорошо футерованная и желательно пламенная печь. Стоит ли экономить на утиле?
- Глазури для фарфора начинают расплавляться при температуре, близкой к температуре созревания фарфорового черепка. В том интервале температур, где происходят процессы разложения глинистых минералов, глазурный слой походит на порошок, и газы легко проходят через него. Таким образом, не приходится опасаться дефектов глазури, возникающих по причине газонепроницаемости расплава. Стоит ли проводить утильный обжиг?
- Фарфоровые массы — это тощие, быстро промокающие массы. Глазурование сырца требует сноровки. Утиль нужен!
- Многие крупные изделия, например, изразцы, часто надо глазуровать напылением. А при обжиге на бисквит глазуровать вообще не надо. Тогда зачем нужен утиль?!
- Для фаянса:
- Утильный обжиг (помните, он проводится на высокую температуру) нужен обязательно, если мы собираемся использовать легкоплавкие глазури. Иначе в однократном обжиге мы получим не фаянс, а нечто недожженное, напоминающее папье-маше.
- Утильный обжиг не нужен, если мы используем высокотемпературные глазури, которые, наподобие фарфоровых, начинают плавиться выше 1100°C. В этом случае наносят их, как правило, напылением сжатым воздухом.
- Для майолики — самый сложный случай.
- Утиль нужен практически всегда, и причем на максимально высокую температуру. Многие технологи западной школы рекомендуют обжигать майолику чуть ли не до стекловидного состояния, чтобы выжечь все примеси и разложить все, что способно разложиться в утильном обжиге. Вопрос, а как потом глазуровать? Можно. Читайте об этом в разделе о глазурях.
- Если в качестве покрытия использовать ангобы или что-то вроде терра-сигилята, или если вы располагаете специальными глазурями с очень коротким интервалом плавления, можно обойтись без утиля.
Для всех материалов однократный обжиг возможен при условии тщательно отлаженной технологии, которая в случае керамики, на две трети состоит из опыта работающих.
Кажется, в нашем изложении проблем обжига все уже запутано настолько, что требуется еще одна раскладка по полочкам.
Что происходит в процессе нагрева и охлаждения.
| Интервал,C | Процесс |
|---|---|
| 20 — 100 | Удаление влаги из массы. Греть нужно медленно и, главное, равномерно. Чем толще стенки изделия, тем медленнее нагрев. |
| 100 — 200 | Удаление влаги из массы продолжается! Если приборы показывают 150°C, это еще не значит, что изделие нагрелось до такой температуры, особенно в толще, особенно на толстой подставке. Глазурное покрытие претерпевает усадку. Выделяющиеся из объема изделия пары воды могут привести к растрескиванию и отлету покрытия. Из люстровых покрытий выделяются летучие органические соединения. Не форсируйте нагрев! |
| 200 — 400 | Выгорание органических веществ. Если по каким-то причинам их много, следует обеспечить хороший приток воздуха (деколи, люстры, связующее надглазурных красок и мастик). |
| 550 — 600 | Серьезное фазовое превращение кварца. Оно редко проявляется на стадии нагрева, а на стадии охлаждения может привести к т.н. «холодному» треску. |
| 400 — 900 | Разложение минералов глины. Выделяется химически связанная вода. Разлагаются азотнокислые и хлористые соли (если их использовали). |
| 600 — 800 | Начало расплавления свинцовых и других легкоплавких флюсов, надглазурных красок. При 750 — 800°C в третьем декорирующем обжиге происходит размягчение поверхности глазури и впекание красок, золота и т.п. Выгорание сульфидов. |
| 850 — 950 | Разложение мела, доломита. Начало взаимодействия карбонатов кальция и магния с кремнеземом. Эти процессы сопровождаются выделениями углекислого газа. В целом завершены все превращения глинистых веществ. Их наиболее мелкие частицы уже спеклись и обеспечили заметную прочность черепка. К концу интервала — полное расплавление майоликовых глазурей. |
| 1000 -1100 | Интенсивное взаимодействие извести и кремнезема сопровождается появлением жидкой фазы (например, в известковом фаянсе), уплотнением и деформацией черепка. Начало размягчения полевых шпатов. Плавление нефелин-сиенита. Интенсивное разложение сульфатов, что сопровождается выделением сернистого газа. |
| 1200 -1250 | Интервал спекания беложгущихся глин, фаянсовой массы. Растворение кремнезема и каолинита в расплаве полевого шпата. |
| 1280 — 1350 | Процесс муллитообразования. Иглы муллита пронизывают фарфоровую массу, что в дальнейшем обеспечит ей высокую прочность и термостойкость. Превращение тонкодисперсного кварца в кристобаллит. |
| 1200 — 1420 | Этот температурный интервал характерен для фарфора. Здесь происходят процессы восстановления рыжих оксидов железа в более благородные голубые, если обеспечены соответствующие окислительно-восстановительные условия обжига. Температуры высоки, вязкости умеренные, очень быстро протекает диффузия: например, подглазурная роспись теряет четкость очертаний. |
| 1420 — 1000 | Ничего особенного в процессе охлаждения не происходит. И глазурь, и масса находятся в достаточно пластичном состоянии, поэтому охлаждать можно настолько быстро, насколько это позволяет печь. Если используются глазури, склонные к кристаллизации, медленное охлаждение или выдержка 1-10 часов в этом интервале приводит к росту кристаллов. |
| 1000 — 700 | Начинается окисление низших оксидов меди, марганца и др. металлов (если они использованы) в высшие. Недостаток кислорода в пространстве печи может дать поверхность с металлизацией. Если требуется восстановление — самое время для него. Восстановительную среду следует поддерживать чуть ли не до комнатных температур, как минимум до 250-300°С. |
| 900 — 750 | И черепок, и глазурь перешли в хрупкое состояние и далее остывают как единое твердое тело. Если не согласованы КТР — возможен цек или отскок глазури и даже разрушение изделия. |
| 600 — 550 | Обратное фазовое превращение кварца с резким объемным изменением. Скоростной проход этого интервала может вызвать «холодный» треск. |
| 300 — 200 | Фазовое превращение кристобаллита. Он образовался, если в массе был очень тонкодисперсный кремнезем, при 1250 — 1300°C. Не следует спешить открывать дверцу печи. |
| 250 — 100 | Охлаждение продолжается! В глубине ставки, в толстых частях изделий температура гораздо выше, чем в тонких кромках и чем показывает термопара. Дайте изделиям остыть равномерно. |
В таблице описаны основные процессы. Поэтому сейчас еще раз кратко укажем, что главное в обжиге.
- 01Первый обжиг. В печь ставим сырец. В нем много воды, даже если он выглядит сухим. До 200 — 300°C нагреваем медленно, например за 2 — 3 часа. Обеспечиваем хорошую вентиляцию, чтобы выгорели все примеси. Конечная температура — 900 — 1000°C. Если нет уверенности в температуре, делаем выдержку 1 — 3 часа, давая возможность всей садке равномерно прогреться. Охлаждение ведем с такой скоростью, с которой остывает печь. Форсированное охлаждение проводим только после нескольких экспериментов — цека глазурей не будет, поскольку нет глазурей, а вот холодный треск из-за кварца может иметь место.
- 02Обжиг с глазурью после утиля. В печь ставим заглазурованные изделия. Черепок уже обжигали на утиль, так что скорость на начальном участке нагрева может быть выше; главное, хорошо просушить глазурь. Нагрев до конечной температуры проводим так быстро, как позволяет печь и, главное, скорость прогрева изделий. При конечной температуре делаем выдержку от 15 минут до 1-2 часов с целью равномерного прогрева. Если скорость подъема температуры в конце нагрева невысокая (50°C в час и меньше), считаем, что выдержка уже была. Лучше, конечно, здесь пользоваться конусами Зегера. «Полочки» (выдержки при постоянной температуре) на стадии охлаждения — только для кристаллических глазурей и некоторых матовых. В остальном — как в п.1.
- 03Однократный обжиг с глазурью. Принимаем во внимание все, что в п.1 и в п.2. Не форсируем подъем температуры в интервале 500 — 900°C — до начала плавления глазури из черепка должны удалиться все газы!
- 04Обжиг деколей, люстровых красок, надглазурных красок. Поднимаем температуру очень медленно (за 2 — 4 часа) до 400°C — надо сгореть всей органике. При этом среда должна быть окислительной (воздушной), а вентиляция — интенсивной. От 400 до 800°C — как угодно быстро. Выдержка 5 — 15 минут.
О том, какие условия обжига диктует печь, читайте ниже.
2. Электрические печи и два слова про другие.
Обжиг керамики проводят в самых разных тепловых агрегатах, называемых печами. Если для нагрева используется тепло электрического тока, печи называют электрическими, если тепло от сгорания органического топлива — топливными и обычно более конкретно:газовыми, дровяными, мазутными и т.д. За тысячи лет обжигов керамики изобретено немало конструкций топливных печей, а за последние сто лет — не меньшее число конструкций электропечей.
- свободное пространство для ставки изделий, для краткости — камера;
- огнеупорная и теплоизолирующая оболочка, для краткости — футеровка;
- тепловой источник — нагреватель, горелка и т.д.
- устройство для контроля и регулирования степени нагрева — регулятор.
- Независимо от вида и конструкции, в печи присутствует:
Каждую печь можно классифицировать по особенностям перечисленных атрибутов. Если нужно заказывать печь, обязательно указывайте эти особенности.
Объем камеры определяет производительность печи в одном обжиге в периодической печи или за цикл толкания одной вагонетки в туннельной печи. В дальнейшем мы будем говорить только о печах периодического действия. Объем камеры может составлять 1 — 2 литра; такие маленькие печки удобны для тестовых обжигов и для изготовления небольших изделий типа керамической бижутерии. Объем камер печей, обычно используемых в мастерских и студиях, составляет от 50 — 100 литров до 1 — 1,5 куб. м. Для фабричных условий характерны печи с объемом от 3 до 20 куб. м.
Футеровка и нагреватель определяют максимальную температуру, которую можно развить в камере. Чем выше требуется температура, тем более высокого класса должны быть огнеупоры, что сразу и, заметим, резко сказывается на стоимости печи. Иногда камера отделена от нагревателя дополнительной футеровкой, называемой муфелем. (Не следует называть муфелями все подряд маленькие печи!)
Регулятор содержит устройство для измерения температуры, которым обычно является термопара, устройство регулирования мощности нагревателя и управляющее устройство, согласующее действие двух первых.
Ниже приведены некоторые конфигурации печей.
Костер
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Камера | 10 — 100 литров |
| Футеровка | слой земли |
| Теплоизоляция | cлой земли |
| Нагреватель | тепло сгорающих дров |
| Измеритель температуры | на глаз по свечению |
| Регулятор мощности | подкидывание дров |
| Управление | cобственный опыт |
Электропечь 200.1250.L (ООО «Термокерамика»), вариант
|
 |
Такие разные тепловые устройства здесь приведены для того, чтобы глубже понять функции элементов печи.
Камера — это рабочее пространство, куда помещаются изделия и полки с подставками, из общего объема «от стенки до стенки» нужно вычесть объем, необходимый для нагревателей. А расчет полезной загрузки камеры нужно производить с учетом толщин полок.
Пример. Полезная ширина, глубина и высота камеры — 40 см. Имеется огнеупорная плита 39х39 см, толщиной 2 см и четыре стойки 7х7 см высотой 18 см. Сколько горшков диаметром 18 см и высотой 16 см можно поместить в печь? Ответ: если без полки — 4 шт., а если с полкой — 6 шт. (а не 8; смотрите на рисунке).
Продолжая пример, зададимся вопросом, а что, собственно, выгоднее — обжечь за один раз 4 горшка или 6? Ответ заключен в анализе количества тепла, необходимого на нагрев дополнительной массы огнеприпаса. Если горшок весит грамм 300, а плита и стойки — килограммов 5… Т.е. чуть ли не все тепло пойдет на нагрев огнеприпаса! И остывать печь будет дольше. Может случиться так, что за время обжига шести горшков можно провести два обжига по 4 горшка в каждом.
На самом деле нагреваются не только горшки и огнеприпас, но и стенки печи. В костре это — сплошная масса земли. Прогреть ее трудно, остудить тоже. В современной печи должны присутствовать огнеупоры с низкой теплоемкостью, низкой теплопроводностью и высокой огнеупорностью. Вакуумформованый волокнистый материал ШВП-350 хорошо подходит для конструирования печей с рабочей температурой 1200°C. Если вся печь выполнена из тяжелого шамотного кирпича, она потребует колоссального времени на нагрев и остывание, и соответственно затрат энергии. Такая тяжелая «на подъем» печь не позволит Вам реализовать режимы скоростного нагрева, если они Вам для чего-то понадобились. Впрочем, можно увеличить мощность нагревателей.
Электрические нагреватели бывают проволочными и керамическими. Проволоку делают из нихрома (дорого, предельная температура 1100°C, зато остаются гибкими после работы) или из железных сплавов. Последние часто называют «фехраль», а импортные аналоги — «кантал»; отечественные марки имеют точное наименование — Х23Ю5Т или Х27Ю5Т. Фехраль работает до 1200 — 1350°C в зависимости от диаметра проволоки. После первого же нагрева необратимо становится хрупким, перегоревший в одном месте нагреватель нельзя починить скруткой!
К керамическим нагревателям относятся карбид-кремниевые, они же силитовые, они же карборундовые стержни: рабочая температура до 1400°C. В последние 10 лет упорно рекламируются дорогие хромит-лантановые нагреватели с рабочей температурой до 1700°C, которые имеют очень высокий ресурс работы при тех же 1300-1400°C (если не сломать, когда устанавливаешь тяжелую плиту :-)). Читайте в другом месте о том, как рассчитывать электрические нагреватели. Здесь мы рекомендуем обращаться за помощью в специализированные фирмы.
Если нагрев осуществляется газовыми горелками, в пространстве печи могут быть достигнуты любые температуры вплоть до 1700°C, а если еще использовать воздух, обогащенный кислородом, — до 2000°C. Газовые (да и другие топливные) печи хороши тем, что позволяют вести обжиг не только в окислительной, но и в нейтральной, и в восстановительной среде. Степень «восстановительности» регулируют изменением соотношения газ/воздух, в современных газовых печах это делается автоматически. Дровяные печи, к сожалению, сложнее поддаются автоматизации, но они просты в изготовлении, дешевы в эксплуатации, для них не требуется согласований с газовой инспекцией, а дают 1200°C запросто.
Чем мощнее нагреватели, тем более быстрый нагрев они могут обеспечить. И тем аккуратнее с ними нужно работать. Представьте, что произойдет в первые же пять минут с горшками, если одна сторона их обращена к мгновенно раскаляющейся стенке с нагревателями, а другая — к холодному соседнему горшку. Плавный разогрев (а точнее — равномерный по всей камере) проще всего получить, используя тиристорные силовые блоки. Регулирование выходной мощности в них происходит по принципу «больше сила тока» — «меньше сила тока», а не по принципу «включено» — «выключено». Если в Вашем распоряжении только последний способ регулирования, то задавайте на первом этапе невысокие температуры (сначала 100°C, через полчаса — 200°C, через час — 300°C, и только потом — конечную температуру). А если в печи совсем нет управляющего прибора, не отходите от нее и щелкайте выключателем каждые пять минут (Это не шутка!)
Называя разные температуры, мы до сих пор не уточняли, о чем идет речь — о температуре на нагревателе? на изделии? на термопаре? Если в печи установлена термопара, то прибор, подсоединенный к ней, будет показывать, естественно, температуру кончика термопары. По разным причинам, о которых написаны тома научной литературы, эта температура только примерно отражает тепловую ситуацию в печи. В процессе нагрева нагреватели всегда горячее, а изделия — холоднее, чем термопара. Термопара показывает температуру в некоторой точке камеры, а что делается в других местах — неизвестно. Тем не менее термопара выдает электрический сигнал, понятный электронным приборам, в том числе и автоматике управления мощностью. С этой точки зрения она незаменима. Долгая практика эксплуатации печи дает информацию о том, где в камере бывает жарче, где холоднее. Рано или поздно мы привыкаем к повадкам этого устройства. Но издавна (с конца 19 века) известен и другой способ определения момента достижения требуемой точки обжига. Это — обжиг по конусам Зегера.
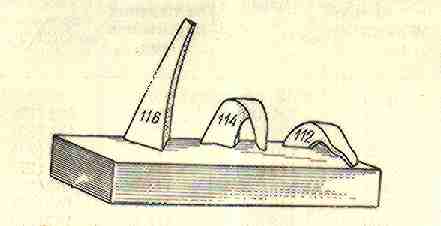
Обжиг считается выполненным на данный конус, если конус, деформируясь в процессе обжига, коснулся подставки, на которую он установлен. Конус изготовлен из масс, поведение которых схоже с поведением обжигаемого материала. Если на практике выяснено, что наилучший результат достигается при обжиге на конус, скажем, 114, то все обжиги надо проводить на этот конус, не обращая особенного внимания на показания термопары. Да и термопара не нужна! Использование конусов чрезвычайно распространено в художественной керамике на Западе. И это не случайно…
Обжиг глины: технология, правила, температурные режимы и виды
Глина – податливый материал, благодатная почва для экспериментов и создания различных украшений и творений. Для того, чтобы получившиеся изделия служили как можно дольше и не теряли форму, после сушки необходимо произвести обжиг. Процесс не из лёгких, он предусматривает следование определённым правилам, учёт множества деталей. Но результат того стоит: изделие будет радовать долгим сроком службы, не деформируется и не разрушится. Данная статья посвящена обжигу изделий из глины. Об особенностях технологии, её видах, правилах и температурном режиме читайте далее.

Состав сырья
Глина неоднородна, количество примесей в ней варьирует. В зависимости от их процентного содержания, выбирается определённый вид обжига и температурный режим. В природном сырье содержится песок, причём чем его меньше, тем ниже должна быть температура.
В составе не должно быть посторонних камней или воздуха. Ввиду того, что плотность этих элементов отличается от плотности основного материала, температуру они будут переносить по-другому: изменять свои свойства и расширяться с разной скоростью. В некоторых случаях это может быть чревато взрывом изделия. На цвет натуральной глины влияет наличие в составе определённых элементов. Так, красной она становится из-за высокого содержания меди. Время обжига глины варьируется в зависимости от состава.

Подготовка
Перед началом процедуры изделие необходимо тщательно высушить. Предварительную сушку проводят без участия нагревательных приборов и без попадания на поверхность прямых солнечных лучей. Лучший вариант – тёмное сухое место, в котором поддерживается средняя комнатная температура. Важно, чтобы просушка прошла равномерно. В противном случае, на поверхности появятся трещины и сколы. Процесс занимает до недели: в зависимости от объёма получившегося изделия. Если его не досушить, после обжига возможно образование дефектов.

Такого понятия как «пересушка» глины не существует.
После подготовки необходимо проверить, не образовались ли на поверхности трещины. Их можно устранить с помощью жидкой глины, однако это не избавит от риска, что в печи изделие деформируется.
Последним этапом подготовки является шлифовка, она доводит изделие до идеального состояния. Основной инструмент – наждачная бумага. С ее помощью устраняются различные неровности, бугорки, отпечатки пальцев.
Важно:
- Свойства глины при обжиге изменяются, поэтому после завершения этого процесса изменить форму изделия будет невозможно.
- После сушки изделия деформируются, уменьшаются в размере.
- Если обжиг глины выполняется дома, помещение обязательно должно проветриваться. Под воздействием температуры выделяются различные органические соединения. Некоторые вещества имеют неприятный запах и могут быть токсичными.

Технология обжига глины
Процесс проходит в один или несколько этапов. Наиболее популярная схема – двухэтапная. Она подразумевает два последовательных процесса обжига.
Промежуточный (утильный) этап.В печь попадает изделие без глазури и декора (за исключением ангоба и узоров, выполненных с помощью цветной глины). После процедуры получается так называемый полуфабрикат, утиль. Выбор температурного режима должен быть осуществлён таким образом, чтобы получился баланс двух факторов:
- изделие успело приобрести некоторую прочность, а все газообразные вещества испарились из состава. Это происходит в результате завершения особых физико-химических процессов;
- пористость поверхности не должна окончательно устраниться. Материал должен быть способен поглощать некоторое количество влаги, чтобы на него можно было нанести глазурь и узоры.
Политой обжиг(второй этап) проводится после того, как на изделие наносится глазурь и создаётся декор. Температурный режим диктуется требованиями использованных материалов: краски, глазури и других.

Виды двухэтапного обжига
- Фарфоровая схема. Основной принцип: температура печи во время второго этапа должна быть выше, чем во время первого. Такая схема позволяет облегчить процесс декорирования после не очень интенсивного первого обжига. Температура обжига глины устанавливается в районе 800-1000°C. Если на изделии появляются трещины, их легко выявить по характерному звуку после постукивания и устранить. Покрытие глазурью проходит гораздо проще, по сравнению с одноэтапным вариантом. Основные свойства (прочность, стойкой, влагонепроницаемость) изделие приобретает после декорирования, во время второго этапа. Такую технологию используют для фарфора.
- Фаянсовая схема. Главный принцип – второй (политой) этап происходит при меньших температурах, чем первый. Используется, если после интенсивного обжига структура материала остается пористой или если глазурь требует низкой температуры. Применяется для изделий из фаянса: глина в его составе имеет высокую тугоплавкость. Температурный режим – 1200-1250°C. Второй этап не имеет ограничений по температуре: ее величина диктуется особенностями глазурной и краски.
Последующие этапы проводятся в тех случаях, когда необходимо закрепить декор. Они менее продолжительные, в отличие от двух предыдущих этапов и проводятся при более низких температурах.

Обжигание в один этап
Преимущества:
- выгоден с экономической точки зрения;
- подразумевает использование меньшего количества ресурсов.
Недостатки:
- более тщательный подход к декорированию: за счёт того, что поверхность недостаточно прочная, необходимо быть осторожней;
- глазурирование с помощью простого окунания практически исключается. А такой метод считается самым простым и выгодным;
- для того, чтобы закрепить глазурь, необходимо использовать специальные добавки.
Такой метод подходит в тех случаях, когда:
- длительное и трудоёмкое декорирование не обязательно;
- производство предусматривает процент бракованных единиц;
- глазурь является высокотемпературной и период ее плавления равен периоду спекания глины;
- если часть глазури возможно нанести с помощью распыления.

Процесс обжига происходит в несколько этапов:
- 25-200°C – изделие постепенно и медленно нагревается, вода между слоями испаряется. Этап показательный: в это время можно увидеть, были ли допущены ошибки по время изготовления и предварительной сушки. Если погрешности были, то на поверхности появятся пузыри, неровности, трещины. Важно, чтобы нагревание печи производилось равномерно, не допускался слишком интенсивный или, наоборот, медленный рост температуры. Оптимальная скорость – 70-100°C в час.
- 200-400°C – на этом этапе вся вода в слоях должна полностью испариться, а большая часть органических соединений устраниться. Оптимальная скорость роста температуры – 100°C в час. По достижении температуры в 400°C необходимо сделать двадцатиминутный перерыв для того, чтобы все газы удалились, а температура внутри печи стабилизировалась.
- До 600°C – происходит выделение воды, которая входит в кристаллическую решётку минералов в составе глины. Скорость подъёма уровня температуры не должна превышать 100°C. После достижения уровня в 600°C следует сделать получасовой перерыв.
- 600-800°C – температуру следует поднимать интенсивнее обычного – на 140-150°C в час. Это переходный период, когда старые структуры уже разрушились, а новые ещё не успели образоваться. Материал при такой температуре является наименее прочным.
- 800-1000°C – начало процесса спекания и образования керамических соединений. Глинистые минералы больше не разлагаются, а начинают взаимодействовать с другими элементами, образовывать новые связи. Происходит диффузия структур – химический процесс, сопровождающийся выделением газообразных веществ. Скорость обжига не должна выходить за рамки диапазона 75-100°C.
- Охлаждение керамики чаще всего происходит естественным путём, после того как печь отключается. Не стоит открывать её, впуская более холодный воздух, – равномерность остывания нарушается.

Способы обжига
- Муфельная печь, оснащённая специальным механизмом, который регулирует температуру внутри. Зачастую обладают специальными программами для различных типов обжига.
- Костёр/неэлектрическая печь. Изделие стоит поместить в ёмкость с песком, затем в костёр: так эффект резкого нагревания минимизируется.
- Обжиг глины в домашних условиях, используя газовую или электрическую печь. Наиболее опасный метод. На сковородку из чугуна необходимо насыпать речной песок, затем поставить необходимое изделие и накрыть его кастрюлей или глиняным горшком. Важно следить за процессом и периодически проветривать помещение.
Если вам необхлодимо гончарное оборудование предлагаем обратиться в интернет-магазин Колокол Мануфактура.
Печи для керамики — Камерные и муфельные электропечи.
Печи для обжига керамики используются для обжига изделий изготавливаемых из гончарной глины, полуфарфора, каменной массы, фаянса и шамота при максимальных температурах 1100°C , 1250°C и 1300°C. Так же возможно изготовление печей с максимальной температурой 1400°C на основе карбидкремниевых нагревателей (КЭН).
Обшивка печи — нержавеющая сталь.
Изоляция рабочей камеры муфельной печи выполнена из нескольких слоёв, что значительно уменьшает потери тепла через стенки, снижает затраты электроэнергии при работе печи и устраняет риск получения ожога от внешней поверхности печи.
Дно печи для обжига керамики и глины закрыто плитами из кардиерита или карбида кремния, которые предохраняют теплоизоляцию камеры и спирали дна от ударов и повреждений, что также даёт более долгий срок службы печи.
Нагревательные элементы спирального типа, на огнеупорных керамических трубках и расположены в пазах стенок, полуоткрытые, что упрощает и удешевляет ремонт печей.
В потолке печи для обжига керамики предусмотрено вытяжное отверстие открываемое и закрываемое вручную.
Контроль и регулировка температуры в рабочей камере электропечи осуществляется программными терморегуляторами «Овен» ТРМ 251. Также по согласованию можем установить термоконтроллеры других производителей.
Выбрать нужные вам печи вы можете в меню слева страницы.
Печи с размером рабочей камеры от 40 до 120 литров вы можете посмотреть на странице Печи с трёхсторонним нагревом ., с большим объёмом камеры — на странице Печи с пятисторонним нагревом. Печи с меньшим объёмом можно посмотреть в разделе малые печи.
Мы ответственно подходим к процессу выбора материала и комплектующих для изготовления и непосредственно к производству печей, поэтому можем гарантировать многолетнюю успешную работу нашей продукции. Наши печи протестированы сотнями мастеров и заслужили только хорошие отзывы.
Кроме расположенного на сайте модельного ряда продукции, мы можем предложить своим заказчикам изготовление печи по технологическому заданию, с нужными размерами и конструктивными особенностями. Вы можете заполнить форму заказа,(«напишите нам») находящуюся слева и наши специалисты свяжутся с Вами.
© 2011–2019 Камерные электропечи «Термал»